

It’s crunch time for gene therapy manufacturing. Many new products are on the verge of commercialization—which is great news, except that products that have already been commercialized currently vie for limited manufacturing capacity. Unfortunately, manufacturing in the gene therapy industry has yet to be optimized.
Products contributing to the crunch include Adstiladrin (Ferring Pharmaceuticals’ adenovirus-based gene therapy to treat adult patients with certain types of bladder cancer); Carvykti (Janssen Biotech’s cell-based gene therapy to treat adult patients with certain kinds of relapsed or refractory multiple myeloma); Hemagenix (CSL Behring’s adeno-associated virus–based gene therapy to treat adults with hemophilia B); Skysona (Bluebird Bio’s cell-based gene therapy to treat boys 4–17 years of age with early, active cerebral adrenoleukodystrophy); and Zynteglo (Bluebird Bio’s cell-based gene therapy for treating adult and pediatric patients with b-thalassemia who require regular red blood cell transfusions).
All these products received FDA approval in 2022. And additional FDA approvals are on the way. Indeed, according to a 2023 briefing delivered by the Alliance for Regenerative Medicine, as many as seven FDA approvals are anticipated for 2023.1
As more and more gene therapies enter the market, demand for manufacturing capacity will continue to grow. “Relatively conservative forward-looking assumptions suggest that from 2020 to 2025, the growing pipeline and adoption of marketed gene therapies could increase the number of patients receiving this treatment by 20–25% per annum, further intensifying the capacity bottleneck,” indicate Stephen Roper, PhD, and Simon Middleton, partners at L.E.K. Consulting. “As we move forward, the ability to secure gene therapy manufacturing capacity and develop the right skill set will be a crucial differentiator. Biopharma companies need to [carefully assess] the relative merits and investment requirements of buying existing capacity, developing new capacity, forming partnerships, or pursuing other more innovative approaches.”2
Scalability
Manufacturing at sufficient scale is not just a matter of sheer capacity, but also process efficiency—a metric that typically involves time-consuming optimization work. “Given that gene therapy is a relatively new discipline, with only a small number of approvals, processes are not templated in the way, for example, monoclonal antibody manufacture has become fairly standardized,” says John Milne, PhD, director of training at the National Institute of Bioprocessing Research and Training (NIBRT) in Ireland. “Robust production at a commercial scale is currently a challenge for gene therapy manufacturers.
“More specifically, industry challenges can be associated with the supply of raw materials. For example, the plasmids used in the triple-transfection process pose especially difficult supply problems. Plasmids have to be produced in bacterial expression systems under GMP conditions.
“A primary challenge is related to scalability due to the high dose of viral genomes required per patient. Typically, recoveries are low after cell culture–based production and the necessary purification phase of manufacture. So much attention is focused on improving efficiency and reproducibility of current manufacturing strategies.”
Additional challenges—in upstream production, in analytics, and in downstream production—are cited by Ivan Wall, PhD, director of the National Training Center for Advanced Therapies Manufacturing at the University of Birmingham. The upstream challenge concerns the production of viral vectors in cell culture. “As the virus is produced, it becomes toxic to the cells that are producing it,” he says. “There is, therefore, a balance in production of a viral vector and health of the cells producing it.”
According to Wall, the analytics challenge concerns procedures for determining whether viral vectors are fully loaded with the therapeutic gene or not. “Analytics is probably the major rate limiter for gene therapy production at the moment,” he points out. “Once we get the analytics right, we can use that for process control and for more efficient and cost-effective production.”
The downstream challenge, according to Wall, involves the sorting of fully formed products from the process stream—and deciding what to do if, say, only 50% of viral particles contain the therapeutic gene. “It is important to know that for dosing purposes and also to then figure out strategies to improve loading efficiency,” Wall says.
The loading efficiency challenge is widely recognized in the industry. “AAV capsids that are fully packaged, partially packaged, or empty all, have very similar overall structure and surface properties,” says Ohnmar Khanal, PhD, downstream technology lead at Spark Therapeutics. “As a result, separating AAV capsids according to their contents can be difficult. Traditionally, density-gradient centrifugation, using either cesium chloride or iodixanol, has been used for separation of empty and full capsids. However, this method is not scalable for large-scale manufacturing.”
The inadequacy of conventional density-gradient centrifugation methods has prompted Spark to develop new chromatography methods. “Besides using conventional separation methods such as density-gradient elution methods, we develop methods for high-resolution displacement chromatography,” Khanal details. “We can further combine high-resolution displacement with a multicolumn approach to achieve high yield and purity.
“This combination can potentially provide highly enriched pools of different species for structure and functional characterization, which can be further developed into scalable and robust manufacturing processes in the future. Additionally, Spark leverages chromatography mechanistic modeling for condition optimization, which reduces experimental effort during process development.”
Low-volume analytics
Another analytical challenge, the NIBRT’s Milne emphasizes, is the need for technologies that can handle small sample volumes—the smaller the better, given the high value of gene therapy products. “As with biopharmaceuticals used in clinical settings, characterization and quality control for gene therapies need to address structural attributes and process- and product-related impurities,” he elaborates. “Adeno-associated viral (AAV) vectors are obviously much more complex entities than traditional recombinant proteins, and sample volumes with low titers can be challenging.
“Hence, there is much innovation currently taking place, and advanced analytical instrumentation offered by technical providers can incorporate, for example, analytical columns that have smaller internal diameters and perform microflow-rate separations. Such instrumentation can reduce the overall sample volume required while offering the necessary separation power and reproducibility.”
Kevin Lance, PhD, director of viral vector marketing at Unchained Labs, has also noted growing gene therapy sector demand for analytical technologies that can work with small sample volumes.
“In the world of gene therapy, every sample is precious,” he says. “So, we need analytical tools that consume only rock-bottom sample volumes to get answers. Using just a few microliters of an AAV, adenovirus, lentivirus, or lipid nanoparticle sample can make a big difference in cost, or in making an analytical tool the right tool to solve problems further upstream where volume is lower and the number of samples can be higher.”
According to Lance, conventional sample analysis methods are simply not up to the job. “Classic analytical methods that use larger volumes were often developed before gene therapies were even a thing,” he points out. “So, consuming larger volumes wasn’t as big of a pain point for scientists as it is nowadays in the world of gene therapies.”
This issue is an opportunity for tool makers. Lance cites his own company as an example. Unchained Labs has developed the Stunner platform, an analytical system that can process small sample volumes and measure capsid titers, empty/full capsid ratios, capsid sizes, and aggregation levels.
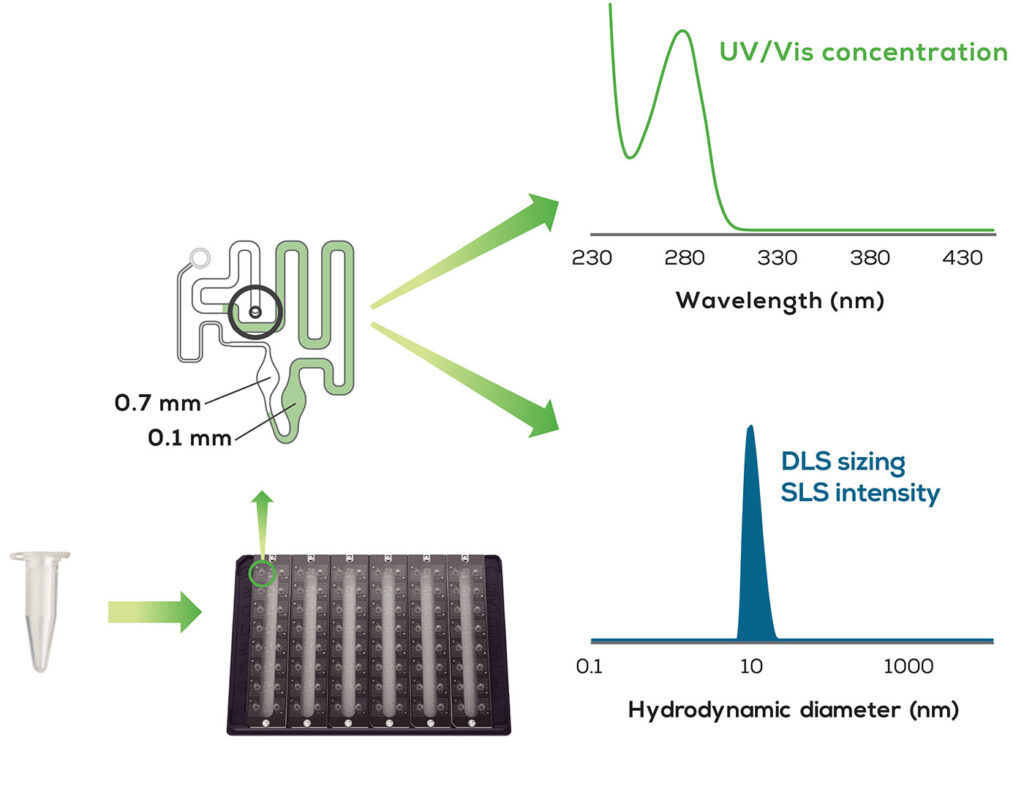
“Let’s say a customer was trying to get capsid titer for a downstream AAV sample,” Lance suggests. “Stunner does that in about 45 seconds with no processing steps, method development, or standards needed. Other solutions for capsid titer are going to take way more time, use more sample, need more development, or cost much more.”
Lance observes that another opportunity for tool developers is to help gene therapy companies meet the characterization challenges posed by lentivirus-based vectors. “Lentivirus samples are very complex and heterogeneous and need a powerful tool to characterize them without leaving a blind spot,” he says. “For example, ELISA for p24 is a standard method, but it’s vulnerable because p24 exists both inside intact lentiviruses and outside as free, soluble p24. You never can quite validate what p24 came from where, or if you’ve purified away the soluble p24.”
At present, the most common approach to lentivirus-based gene therapy characterization is to use cell-based assays. However, while these tests provide useful information, they do have limitations.

only 2 µL per replicate.
“Cell-based infection titer assays are a technique that will never go away, but each cell-based data point is the product of a huge number of variables linked together,” Lance explains. “When things go wrong with a cell-based assay, it’s almost impossible to eliminate any of those possible variables as the cause.” With this in mind, Unchained Labs designed the Leprechaun platform, which is intended specifically for lentivirus titer and structural characterization.
Future solutions
Process control is another area of gene therapy production where improvement is needed, says the NIBRT’s Milne. He suggests that a possible solution is to apply artificial intelligence (AI): “It is likely that AI and increased automation will play an important role in accelerating success in gene therapy research and commercialization. Viral therapeutic areas such as target identification, capsid/payload design, chemistry manufacturing and controls development, and clinical development will certainly benefit from applications of AI.”
And AI could help gene therapy developers address some of their analytical challenges. “AI and automation are really important because when we can automate sampling and analytics, this will increase consistency and reliability of measurements,” says the University of Birmingham’s Wall. “AI then will enable correlation between multiple measurements taken from the product and throughout the process, which will support the development of predictive control algorithms for better manufacturing outcomes.”
References
- Alliance for Regenerative Medicine. Cell & Gene State of the Industry Briefing. January 9, 2023. http://alliancerm.org/wp-content/uploads/2023/01/SOTI-2023-Slides.pdf.
- Roper S, Middleton S. Gene Therapy Manufacturing Fails to Meet Demand: Implications for Biopharma. L.E.K. Insights. March 8, 2021.
The post Gene Therapy Imperative Optimizes Manufacturing to Keep Pace with Market Development appeared first on GEN – Genetic Engineering and Biotechnology News.












{kind=link}